
Više snage za pedale - pomoću PCD alata

Stručnjak za aluminijumum, kompanija Schulte & Schmidt, obrađuje komponente za pedale bicikla sa kompleksnim dijamantskim alatima kompanije Walter
Bicikli na električni pogon sve su više u modi. Za neke filigranske komponente pogona, aluminijum predstavlja vrlo važan materijal. A upravo je aluminijum područje, na kojem je stručnjak kompanije Schulte & Schmidt GmbH & Co Leichtmetallgiefßerei KG. Zajedno sa partnerom za alate, kompanijom Walter, kompanija iz Nurnberga je realizovala koncept obrade pomoću PCD specijalnih alata za izradu elemenata pedala u velikim serijama.
U e-pogonima savremenih pedala bicikala deluje inteligentna tehnika na najužem mogućem prostoru. Kako snaga mišića nije uvek dovoljna, te prema potrebi trebamo i usmerenu podršku e-pogona, sam mehanizam mora delovati vrlo precizno. Radi same mase, u obzir dolaze i aluminijumski delovi načinjeni pod pritiskom. Kako je reč o uskim tolerancijama oblika i položaja, proizvodnja nije tako jednostavna.
Proizvodač pogona se stoga obratio stručnjaku za aluminijum, kompaniji Schulte & Schmidt GmbH & Co Leichtmetallgießerei KG. Kompanija svakodnevno izliva i obrađuje zahtevne elemente za automobilsku i elektro industriju, a pored toga i za mnoga područja sporta i slobodno vreme. U taj koncept spadaju i aluminijumski delovi za pogone pri pedalama bicikala.
Kako bi se u mehaničkoj proizvodnji s jedne strane mogao osigurati visok kvalitet, a s druge produktivnost, u obzir dolaze samo posebno načinjeni kombinovani alati sa lotanim PCD (dijamantskim) oštricama. “Za našeg naručioca izrađujemo ukupno tri elementa za godišnju količinu u opsegu 500 000 pogona”, kaže Gerhard Hirschberg, šef procesnog razvoja za obradu odvajanjem čestica u kompaniji Schulte & Schmidt, u sedištu kompanije u gradu Vohenstrauß, u nemačkom Oberpfalzu.
Ovde je reč o tipičnom PCD projektu: visoka tačnost i produktivnost u velikim serijama. Hirschberg dodaje: “Pri takvim projektima je tesna saradnja sa partnerima i stručnjacima za alate nužno potrebna”. Stručnjaci u kompaniji Schulte & Schmidt i Walter zajedno su razvili koncept obrade za elemente pedala bicikla sa 28 dijamantskih alata. Norbert Hillebrand iz sektora za poboljšanje prodaje PCD/
CBN alata u kompaniji Walter Deutschland GmbH kaže: “Predvidivo planiranje je pri takvom projektu alfa i omega, jer samo tako možemo brzo reagovati na moguće promene".

PCD projekti. Stručnjaci kompanija Schulte & Schmidt i Walter već niz godina tesno sarađuju.
S leva na desno: Norbert Hillebrand, proizvodna podrška PCD/CBN, Manfred Lunz, tehničko savetovanje i prodaja, obojica Walter Deutschland GmbH i Gerhard Hirschberg, šef procesnog razvoja sektora za obradu odvajanjem čestica, Schulte & Schmidt GmbH & Co Leichtmetallgießerei KG u sedištu kompanije u Vohenstraußu. /Slika: Läpple
Prototipovi su već vrlo blizu serijskih proizvoda
Pri tako opsežnim projektima kao sto je ovaj, potrebno je uvek računati na prilagođavanje prototipova, čemu su se prilagodili i konstruktori naručioca. I stručnjaci za livenje, kao i stručnjaci za obradu odvajanjem čestica, sve skice temeljno ispituju. Zajedno s kupcima se dogovaraju oko najvažnijih proizvodno tehničkih pitanja: skošenja za vađenje proizvoda, prelazima između kontura, mesta za stezanje, opasnosti od toplotnih deformacija itd. Korak, kada je još moguće menjati alate i koncepte obrade, u ovom slučaju je pravilo. Prototipna serija daje informacije o tome, koja mesta je potrebno dodatno poboljšati, kako bi pri serijskoj proizvodnji perfekcionirali procesnu sigurnost i kvalitet, kao i vreme ciklusa, odnosno troškove izrade. “U toj fazi smo sa pripremama i sa alatima negde oko 80% kasnije serijske proizvodnje, što je vredno poštovanja”, smatra Gerhard Hirschberg.
Stoga nije teško razumeti, da projekt takve vrste zahteva nešto vremena. Od prvih skica elemenata, pa do pokretanja serijske proizvodnje vreme teče vrlo brzo pa često prođe i neka godina. Sve to predstavlja vreme, koje je namenjeno raznovrsnim studijama, među kojima je i proučavanje kvaliteta, sila rezanja itd. Uzmimo za primer stezanje, središnju tačku sigurnosti procesa. Jedan od ugradnih elemenata bio je opremljen s osnim provrtom promera 20 i 32 mm. Kako je reč o vrlo nestabilnom radu s tankim površinama, postojala je opasnost, da se one pri delovanju sila sečenja deformišu. Zato je alat za automatsko stezanje opremljen pomičnim podupiračima. Taj zahvat je sobom doneo i određene promene u dizajnu, u koje smo bez poteškoća uverili i naručioca.
Od odlivka do predmontaže
Kompanija Schulte & Schmidt GmbH & Co Leichtmetallgießerei KG, s glavnim sedištem kompanije u Nurnbergu, stručnjak je na području aluminijuma, odnosno njegovih legura. Kompanija ima pod okriljem više livnica te izradu CNC postrojenja za obradu velikoserijskih elemenata. Već u početnoj fazi, naručioc je po potrebi mogao dobiti pomoć od strane stručnjaka za aluminijum, koji je svoj “know-how” na području livarstva i obrade sticao
decenijama. I naknadni procesi, kao na primer obrada površine, oplemenjivanje i montaža sklopova, a takođe i pravovremena isporuka elemenata, postali su deo poslovne svakidašnjice.
Sa ovakvim celovitim paketom, kompanija Schulte & Schmidt postala je ponuđač kompletnih rešenja. Većina naručilaca dolazi iz automobilske industrije, a sve je više onih iz elektro-industrije i industrija s područja robe široke potrošnje.
Godine 2013. je kompanija Schulte & Schmidt preradila preko 9 000 tona aluminijuma. Broj zaposlenih se trenutno kreće oko brojke 800, a oni su raspoređeni na lokacijama u Nurnbergu (glavno sedište kompanije sa livnicom za livenje pod pritiskom), Flossenburgu (livnica za livenje pod pritiskom i obradu odvajanjem čestica), Vohenstraußu (obrada odvajanjem čestica) i Brašovu/Rumunija (livnica za livenje pod pritiskom i livnica za kokilno livenje i obradu odvajanjem čestica).
Dodatne informacije: www.schulte-schmidt.de
Podesivi priključci
Specifičnost alata: nakon što smo razvili koncept u nemačkom Vohenstraußu, usledio je prenos “know-how” na mesto izrade, i to u rumunski Brašov. Kako smo u Nemačkoj koristili alate sa steznim konusom HSK40, a u Rumuniji BT30, stručnjaci za PCD iz kompanije Walter su alate opremili modularnim priključcima, koji su prilagođeni za oba standarda. Rešenje nudi i mogućnost podešavanja kružnosti, čime se kompenzuje netačnost vretena. Kako ovde govorimo o mikro tolerancijama, to je od ključne važnosti. “Na taj način smo postali vrlo fleksibilni”, kaže Gerhard Hirschberg, i dodaje: “tako možemo obradu elemenata bez poteškoća prebaciti natrag u nemački Vohenstrauß. Alati u tom slučaju ostaju isti, potrebno je jedino pozadi zameniti priključke”.
Zahvaljujući pažljivoj i preciznoj predpripremi u fazi prototipa, serijska proizvodnja u rumunskom Brašovu je mogla početi u 100% opsega. Na raspolaganju je šest proizvodnih postrojenja. Manfred Lunz, odgovoran za tehničko savetovanje i prodaju u kompaniji Walter Deutschland GmbH: “Kompaniji Schulte & Schmidt smo ponudili pomoć tehničara, koji bi bili na raspolaganju pri pokretanju proizvodnje u Rumuniji, te bi ukoliko se pojavi potreba, izveli određena usklađenja. Na svu sreću, to uopšte nije bilo potrebno. Alati su delovali tačno, kao u fazi prototipa”, oduševljen je Lunz. Gerhard Hirschberg još dodaje: ,,Pored toga smo rado očekivali feedback nezavisnih analitičara. Oni su još jednom proverili brojne procese, a poboljšanja nisu bila potrebna. Naše rešenje je, dakle, u području proizvodnog optimuma."
Pedelec i E-Bike
Pojmovi pedelec (Pedal Electric Cycles) i E-Bike (elektricni bicikl) često se primjenjuju kao sinonimi, iako, ukoliko pogledamo vrlo precizno, nije reč o istoj stvari. Pri pedelec-u električni pogon deluje potpuno kao pomoćni sistem. Biciklista mora u svakom slučaju sam okretati pedale. Ukoliko to nije tako, onda se uključuje i električni pogon. Električni bicikl se pokreće i tada, kad biciklista ne okreće pedale. Suštinski gledano nije više reč o biciklu. Neki električni bicikli mogu postići brzine i preko 40 km/h.
KLJUČNI ALATI
Slika: WalterDeutschland GmbH
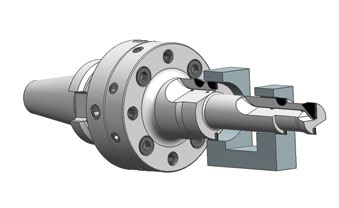
Kombinovani alat za predobradu
Takozvani “proizvodni optimum” moguće je postići samo uz pomoć alata kao što je četvorostepeni alat za predobradu. Prvi stepen izrađuje promer 17 mm, zatim sledi stepen za predobradu na opseg 20 R6. Prvi stepen ima dodatnu 15-stepensku oštricu za skidanje sa zadnje strane, što nastaje kao posledica cirkularnog glodanja. Skidanje bridova pri cirkularnom glodanju predstavlja primer optimizacije procesa, što je započeto već u samoj prototipnoj fazi. Predzadnji stepen izrađuje predpripremu za promere 32 M7, a zatim sledi još jedna 15-stepenska faza. Ovaj alat, sa dubinom stezanja od 175 mm, spada među najdublje alate.
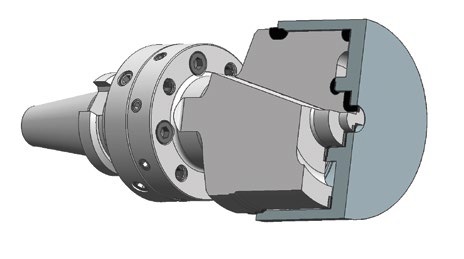
Kombinovani alat za predobradu sa obratkom
Slika: Walter Deutschland GmbH
lsti alat sa prikazom obratka. Obradak mora u samom uređaju, radi svog oblika sa dva izdanka, biti dobro podupret jer bi inače postojala opasnost, da se pod uticajem sila rezanja on deformiše. Konačnu obradu promera 20 R6 i 32 M7 obavlja dodatni alat sa radijalno-podesivim oštricama.
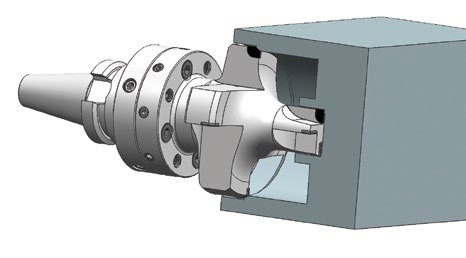
Kombinovani bušni alat za plansku obradu
Slika: Walter Deutschland GmbH
Stepenasti bušni alat s oštricama za poravnavanje. Manji promeri brinu za stepenasto bušenje 12,2 mm/predobrađeni promer za naleganje 26 H7, uključujući faze i plansku obradu. Spoljne oštrice obrađuju veće promere, na primer 84,5 mm i 81,3 mm, s dodatnom planskom i faznom obradom. Dubina stezanja tog alata iznosi 155 mm.
Alat za konačnu obradu tolerantnih provrta alata br. 3
Slika: Walter Deutschland GmbH
Ovaj alat dovršava obradu tolerantnih provrta, čiju je predobradu načinio prethodni alat. “Odlučili smo se, da alat opremimo sa četiri oštrice, jer četiri oštrice osiguravaju bolju podršku. One poboljšavaju tačnost i procesnu sigurnost postupka”, pojašnjava Norbert Hillebrand. Drugim alatima za konačnu obradu dodali smo vodeće letve.
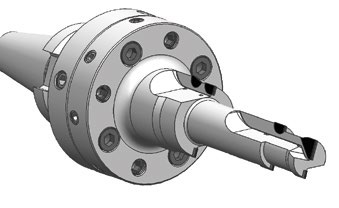
Presek kroz alat
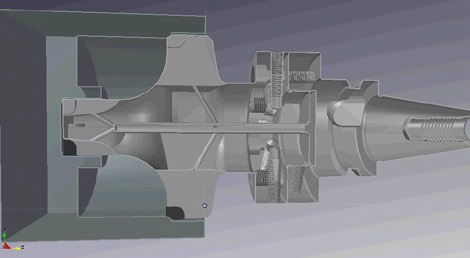
Slika: Walter Deutschland GmbH
Svi alati su hlađeni iznutra. Kompanija Schulte & Schmidt primenjuje emulziju sa 8% udela reznog ulja. Priključivanje na različita vretena (HSK40 iii BT-30) Walter je rešio adapterom za izravnavanje sa modulom 70.
Adapter ima i mogućnost radijalnog i aksijalnog podešavanja, čime korigujemo netačnost vretena.
Kontakt podaci za kupce:
Walter Austria GmbH
Podružnica trgovina, Miklavž, Slovenija
tel: +386 2 629 01 30
e-mail: service.si@walter-tools.com
www.walter-tools.com
Predstavništvo:
Garant WIS d.o.o.
Dimitrija Tucovića 3/5
11420 Smederevska Palanka
e-mail: office@garantwis.co.rs
Izvor: Časopis Industrija