to the left edge of the c 423601.png)

Weidmüller: Automatsko skeniranje elektroda i alata

Grupa Weidmüller, sa sedištem u Detmoldu, izumitelj je plastično izolovanih terminalnih blokova. To su konektori koji su esencijalni elementi današnjih upravljačkih jedinica. Terminalni blokovi, kao što je Weidmüller Klippon® Connect se sastoje pre svega od plastike sa provodljivim alatom koji se sastoji od najmanje dva dela, koji se proizvode od kaljenog čelika u erodirajućim mašinama.
Cilj: 100% kvalitet kroz automatizaciju
Da bi se to postiglo, elektrode se prvo izrađuju iz grafita. Veličina elektroda se kreće od 15×15 mm do 200×200 mm. Jednom obrađeni, uzorci od grafita izgledaju kao gotovi proizvodi, formirajući pandane injekcionih kalupa.
„Svaki nedostatak obrade koji ovde prolazi neotkriven i ne otkrije se do finalnog dela proizvodnje – predstavlja vreme i novac koji su već izgubljeni. To se ne dešava često, ali želimo da takve stvari u potpunosti eliminišemo.” objašnjava Rapf Runte, vođa alatnice.
Izazov je kontinuirano praćenje izrade delikatnih geometrija elektroda, posebno dubokih utora. Neki od njih imaju širinu od samo 1,2 mm i dubinu do 15 mm, gde je važno da je donji deo utora ispravno proizveden.
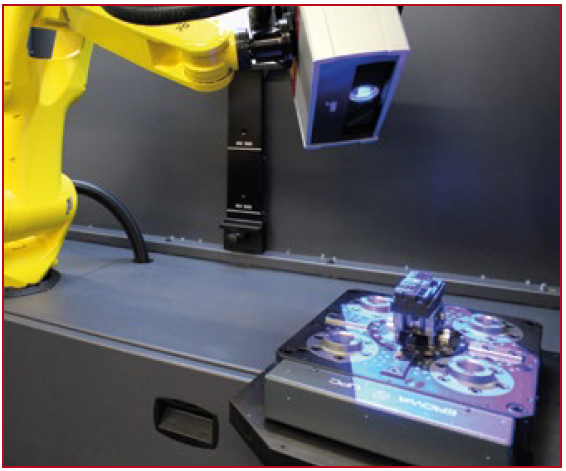
Naš cilj je 100% kvalitet uz što manje napora. To znači što je moguće manje intervencija i inputa od strane ljudi, i visok nivo automatizacije, ”S tim u vidu, kombinovali smo EROWA ERC 80 robot sa ATOS ScanBox Serijom 4 od GOM u automatizovano rešenje.”
Potpuni podaci zahvaljujući optičkoj metrologiji
„Želeli smo omogućiti mnogo veću fleksibilnost i značajno odvojiti proces merenja od vremena prisutnosti korisnika“, objašnjava vođa grupe.
Zato je EROWA najpre predložila da se robotom nadogradi kontaktni trokoordinatni merni uređaj. Ali Ralf Runte je već bio upoznat s optičkim mernim mašinama iz GOM-a iz kontrole kvaliteta, koje se tamo već od ranije koriste za proveru završnih terminala: “U više navrata smo radili naizmenična poređenja 3D skeniranih elektroda i gotovih delova. To mi je dalo ideju da ATOS koristim i za automatsku proveru erodiranih delova.”
Po njegovom mišljenju je taktilno merenje imalo značajnu slabost: "Problem sa taktilnom mernom metodom je da ne može 100% detektovati duboke zone u elektrodi - ako je glodalica istrošena ili oštećena, na primer, kao rezultat je da žljeb ne ostane čist".
Količina grešaka tokom glodanja je uvek veoma niska - ali kada dođe do defekta, nismo ih mogli detektovati kontaktnim merenjima do samog kraja lanca procesa. „Veliki problem je što se rok isporuke tada više ne može ispuniti“, kaže Runte.
Kompletan radni deo se normalno mora ponovo izraditi; u najmanju ruku, mora se obaviti mnogo prerade. "Zato smo rekli da ako želimo da isporučimo 100% ispravnih alata, potreban nam je drugačiji merni sistem", objašnjava Ralf Runte.
„Onaj koji više nije zasnovan na merenju tačaka, već cele površine. U idealnom slučaju, omogućuje poređenje mernih podataka direktno sa CAD modelom. Na kraju krajeva, to je naš originalni model, na kojem se sve zasniva. Tako smo se odlučili za ATOS ScanBox.”

Pre svega, ispitano je da li se ova optička 3D merna mašina može koristiti u tu svrhu. Merenje je funkcionisalo besprekorno. ATOS ScanBook meri crne grafitne elektrode bez prethodne obrade. Optička merna mašina takođe hvata kritične duboke žljebove elektroda, brzo i bez grešaka.
Automatsko merenje do 120 elektroda
U ATOS ScanBox-u s Batch Processing Sistemom elektrode se nalaze na nosačima koji imaju čipove koje softver CERTA koristi za kontrolu i nadgledanje robota, punjača paleta i celi proces za zamenu delova u ATOS ScanBook-u.
Za trenutni proces merenja, operater sada fleksibilno određuje u GOM Inspect Professional, gde se nalazi unapred podešena elektroda koja se meri.
Robot pronalazi deo iz palete prema broju dela sačuvanog u CERTA, ubacuje ga u ATOS ScanBox, sigurnosna vrata se zatvaraju i pokreće se merenje.
U kratkom vremenskom periodu, ATOS ScanBox automatski digitalizuje celu površinu elektroda, poredi merne podatke sa CAD modelom i kreira PDF sa prikazom odstupanja geometrije jasnim prikazom u bojama.
Podaci o stvarnoj gemoetriji se zatim automatski prosleđuju do sledećih sistema erodiranja preko CERTA sistema za upravljanje procesima.
Koristeći CAD poređenje, korisnik klasifikuje kvalitet elektroda. ATOS ScanBox digitalizuje elektrode sa svih strana, kombinuje ih i upoređuje dobijene podatke sa CAD modelom.
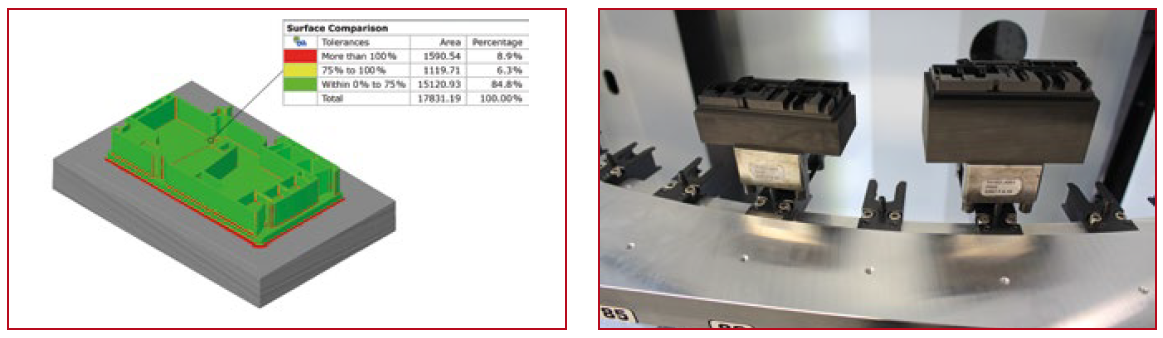
Odstupanja se identifikuju jasno u boji, tako da operater može da identifikuje klasu tolerancije dela na prvi pogled. "Prikaz u boji jasno pokazuje da li je deo u opsegu tolerancije ili je odstupanje preveliko", objašnjava Ralf Runte. "U drugom slučaju, operater ima ispravnu informaciju za odluku da li je elektroda škart ili se može popraviti."
Klasifikacija u “OK” / “Nije OK” preko noći
U sledećem radnom koraku sistema, ATOS ScanBox izveštava o završetku merenja u softveru za upravljanje poslom, koji zauzvrat aktivira robota kako bi uklonio elektrode i vratio ih u izmenjivač paleta.
CERTA registruje poziciju palete, snima elektrodu kao merenu i započinje sledeći posao. “Osim opisanih manjih detalja, to funkcioniše apsolutno besprekorno ”, sa zadovoljstvom kaže vođa grupe; "Od tada nismo više koristili neispravne elektrode.
Naš sledeći cilj je da sistem samostalno klasifikuje elektrode u “OK” / “Nije OK” čak i izvan standardnog dnevnog radnog vremena, preko noći. Tako da ujutro radnik mora samo pregledati izveštaj i odlučiti da li postoji defektivni deo jer tokom dana radnik treba da kontroliše radnu mašinu. U zadnjem koraku planiramo inspekciju gotovog dela na ATOS ScanBoxu".
Plastics Knowledge Day 2019
Precizno optičko 3D merenje za kompletan proizvodni proces
Upoznajte optičke merne sisteme za različite faze proizvodnog procesa i povežite se sa stručnjacima kako bi prepoznali potencijale za optimizaciju vaše proizvodnje.
Beograd - 21. mart 2019.
link za prijavu: www.gom.com/knowledge-day/sr/
Zagreb - 12. jun 2019.
Ljubljana - 11. septembar 2019.
![]()